Das Autokorrektur Programm
Im Autokorrektur Programm sind die Fräswegberechnungen in 2D und 3D- ausgespitzt zusammengefasst. Die Bestimmung der Korrekturrichtung nach innen oder außen erfolgt durch die Einstellung Innen/Außen. Für diese Korrektur werden die Daten im aktuellen Arbeitsbereich AktLayerverwendet.
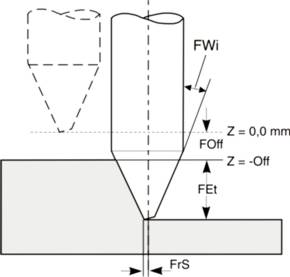 |
Bezeichnungen:
| FWi: |
Werkzeugwinkel (zur Senkrechten). |
| FOff: |
Flughöhe über dem Material. |
| FEt: |
Eintauchtiefe, Frästiefe im Material. |
| FrS: |
Werkzeug Spitzenradius. |
|
Die Werkzeugeingabe.
Eingabe der Werkzeuge und Technologiedaten für die Berechnungen. Für jedes Werkzeug muß unabhängig von den Geometriedaten eine Wechselstation (WSt) angegeben sein. Werkzeuge mit WSt = 0 sind ausgeschaltet. Ein Werkzeugwechsel wird nur bei Wechsel der WSt# durchgeführt. Andererseits können Werkzeuge mit gleichen Geometriedaten, aber unterschiedlichen Technologiedaten (Frästiefe, Vorschub,…) gleiche WSt# besitzen. In diesem Fall wird kein Werkzeugwechsel durchgeführt, aber die Technologiedaten werden geändert.
Eine ausführliche Beschreibung zur Werkzeugeingabe erhalten Sie in der Allgemeinen Anleitung unter Werkzeugeingabe.
Diese Funktion berechnet 2D – Fräswege und 3D – Ausspitzbahnen für bis zu 10 Werkzeuge gleichzeitig. Die Funktion verlangt fehlerfreie, geschlossene Konturen ohne überschneidungen. Werkzeuge mit Kegel umfahren die Kontur in 3D, zylindrische Werkzeuge (FWi = 0�) in 2D. Die Werkzeugweg Berechnung erfolgt Blockweise. Damit ergeben sich günstigere Fräswege und kürzere Berechnungszeiten.

Die Dateneingabe erfolgt nur in den hellen Feldern.
 .. .. |
Werkzeugauswahl.
Die Werkzeuge sind fortlaufend mit 1 beginnend bis zum größten Werkzeug, dem Abräumwerkzeug, mit ihrer laufenden Nummer aus der Werkzeugbibliothek, in die Liste einzutragen. Die Anzahl der minimal und maximal zulässigen Werkzeuge richtet sich nach dem Verfahren. Die Werkzeugeingabe hat immer zusammenhängend zu erfolgen, Leerzeilen zwischen den Werkzeugen sind nicht erlaubt. Die Werkzeugeingabe erfolgt qualitätsorientiert beginnend mit dem feinsten Werkzeug (bestimmt die Qualität der Fräsung). Die Werkzeuge sind in aufsteigender Reihenfolge ihrer Spitzenradien (FrS) einzugeben.
Die Fräserwinkel (FWi) sollten gleich sein oder zur Arbeit passen. Jedenfalls müssen für eine korrekte Abarbeitung des Programmes die Gesamtradien (Res) der angegebenen Werkzeuge 1 .. 10 in steigender Reihenfolge angegeben sein. Die Fräserwinkel (FWi) können im Bereich von 0Grad (=zylindrisch) .. 89,999 Grad eingegeben werden. Andere Fräserwinkel werden nicht akzeptiert.
Mit oder oder anklicken der Werkzeuggrafikwechselt das Programm in die Werkzeugeingabe. |
|


|
Berechnungsverfahren.
| 2D: |
Werkzeugwege werden nur in 2D ohne Ausspitzungen berechnet. |
| 2D+3D: |
Die Werkzeugwege werden mit Ausspitzungen berechnet, wenn der Fräserwinkel >0 Grad ist. Das Werkzeug umfährt dabei die Konturen komplett mit allen Ausspitzungen. Das Verhältnis der Spitzenradien muß so gewählt werden, daß in spitzen Innenecken keine Inseln stehen bleiben. Verhältnis W1 : W2 = 1 : <=2 u.s.w., kommen nur flache Innenecken vor, kann das Verhältnis evtl. größer gewählt werden.
Lücken in den berechneten Fräswegen können mit WLayer FrGrafik geprüft werden. |
| 3D: |
Es werden nur Ausspitzwege berechnet. |
| Ecke: |
Für dieses Werkzeug werden nur Wege in 2D, zum Abräumen der Inseln, die zum nächst größeren Werkzeug entstehen, berechnet (Nur wenn Frs*2.5 < Frs+1). |
|
|


|
Abräumverfahren.
Alle Abräum – Wege werden miteinander verbunden, soweit die Konturen nicht berührt oder überschnitten werden.
| zeilenförmig: |
Es werden alle Fräserbahnen für das zeilenförmige Abräumen (Hatch Gravur) erzeugt. Die Fräswege werden dazu weitgehend optimiert, indem unnötige ausgetauchte Bewegungen vermieden werden.
In der überwiegenden Zahl der Anwendungen erzeugt dieses Verfahren die schnellsten, kürzesten und sichersten Fräswege. |
| Zeilen unidirekt: |
Berechnet zeilenförmige Abräumwege. Im Gegensatz zu ‚zeilenförmig‘ werden hier die Fräswege nicht verbunden. Die Fräsbewegung erfolgt nur in einer Richtung. Dieses Verfahren wird für optische Gravuren und besonders hochwertige Abräumwege verwendet. In den Fräsbewegungen entstehen keine Umkehrbewegungen (Pendelfräsen) und damit ein besseres Schnittbild. Nachteil sind die hohe Anzahl an Leerbewegungen. |
| bahnparallel Rad.: |
Es wird eine Abräumbahn durch äquidistante Fräserlauflinien (radiusbezogen – Island Gravur) erzeugt. Der Offset zur nächsten Abräumkontur erfolgt im Fräser Radius – Abstand. Für diese Berechnung wird zusätzlich eine Vorberechnungsbreite benötigt.
Durch das fortgesetzte Rechenverfahren muß besonders für komplexe Grafiken mit Problemen gerechnet werden. |
| bahnpar. Durchm.: |
Es wird eine Abräumbahn durch äquidistante Fräserlauflinien (durchmesserbezogen – Island Gravur) erzeugt. Der Offset zur nächsten Abräumkontur erfolgt im Fräser Durchmesser – Abstand. Für diese Berechnung wird zusätzlich eine Vorberechnungsbreite benötigt.
Durch das fortgesetzte Rechenverfahren muß besonders für komplexe Grafiken mit Problemen gerechnet werden. |
| Konturand: |
Es wird eine Abräumbahn durch äquidistante Fräserlauflinien (radiusbezogen – Island Gravur) erzeugt. Der Offset zur nächsten Abräumkontur erfolgt im Fräser Radius – Abstand. Die Berechnung endet sobald die Vorberechnungsbreite (= Bandbreite) erreicht ist. |
| keine Abräumbahn: |
Es wird keine Abräumbahn erzeugt. |
|
|
 |
Abräumwinkel:
Eingabe des Schraffurwinkels für zeilenförmige Abräumbahnen (-360 Grad < 0 <= +360 Grad). |
|
 |
Vorberechnungsbreite.
Breite der Offsetberechnung für bahnparallele Abräumverfahren. Dieser Wert sollte nicht kleiner als der resultierende Radius (Res) des größten Werkzeuges gewählt werden.
Für den Fall, daß Fehler mit der fortgesetzten Berechnung entstehen kann die Vorberechnungsbreite vergrößert oder verkleinert werden. |
|


|
Berechnung in Spiegelhöhe / auf Grund.
| Spiegel: |
Fräsbahnen werden für die Erzeugung der Spiegelfläche berechnet (z.B. ausgespitzte Stempel).
Standardeinstellung. |
| Grund: |
Fräsbahnen werden für die Erzeugung des Grundes berechnet (nur für 2D z.B. vertiefte Form). |
|
|


|
Berechnung für Erhaben / Vertieft.
| erhaben: |
Die Fräsbahnen werden für einen erhabenen Stempel berechnet. |
| vertieft: |
Die Fräsbahnen werden für eine vertiefte Arbeit berechnet. |
|
|
 |
Werkzeug Spitzenversatz.
Korrektur der Werkzeug Offsetberechnung. Mit dem Spitzenversatz
kann die Berechnung geringfügig korrigiert werden. Z.B. eine
Arbeit kann mit einem Spitzenversatz wiederholt werden, um
Werkzeugfehler auszugleichen.
Der Spitzenversatz kann im Bereich -(kleinster Spitzenradius)
bis +10mm eingestellt werden. |
|
 |
Parameter.
Wechsel in die Parametereingabe. Zur Einstellung der Parameter vgl. Beschreibung in der Allgemeinen Anleitung CAD . Eingabeparameter – Auswahl AutoKorr |
|


|
WZ-Block – Werkzeug Block Eingabe.
Die Werkzeuge ab #50 werden in 10er – Blöcke unterteilt. Ein Block kann ausgewählt, editiert, geöffnet und gespeichert werden.
| editieren: |
Werkzeuge des Blockes editieren (verzweigt in die Werkzeugeingabe an die Stelle des ersten Werkzeuges im Block). |
| -: |
1 Block zurück (>= 50). |
| +: |
1 Block vor (<= 190). |
| öffnen: |
Block von 10 Werkzeugen von Diskette in den aktuellen Block der Werkzeugbibliothek laden. |
| speichern: |
Den aktuellen Block der Werkzeugbibliothek (10 Werkzeuge) auf Diskette speichern. |
Die Werkzeuge beginnen immer am Blockanfang (10er Gruppe). Werkzeuge mit einer gültigen Stationsnummer (>0) werden in die Berechnungsliste in der Reihenfolge des Eintrages in der Werkzeugbibliothek übernommen. Ist kein Werkzeug mit gültiger Stationsnummer vorhanden, dann wird zumindest das erste Blockwerkzeug übernommen. Sinnvoller Eintrag in der Werkzeugbibliothek für einen Werkzeugblock am Beispiel für den Block ab #50 (3 Werkzeuge):
| #50 |
Ist das feinste Werkzeug (letztes Werkzeug der Bearbeitung).
(Stationsnummer z.B. = 3). |
| #51 |
Ist das nächste gröbere Werkzeug.
(Stationsnummer z.B. = 2). |
| #52 |
Ist das größte Werkzeug und Abräumwerkzeug.
(Stationsnummer z.B. = 1). |
| #53..#59 |
Das Werkzeug #53 und alle folgende Werkzeuge bis #59 werden nicht verwendet.
Stationsnummer = 0). |
Die steigende Reihenfolge muß eingehalten werden. |
|

|
Verfahren.
öffnen und speichern der Berechnungseinstellungen. Alle Einstellungen und Werkzeuge der Berechnung werden gespeichert und stehen nach öffnen für eine gleiche oder ähnliche Berechnung wieder zur Verfügung. |
 |
Die mit einem Autokorrektur – Verfahren berechneten Fräswege werden exportiert. Dazu wird in die Export – Auswahl verzweigt. Mit Hilfe dieses direkten Exportes können Fräsdaten z.B. für Stempel sehr produktiv ohne Umwege zur Maschine ausgegeben werden. |
Die berechneten Fräswege werden in einen Layer übernehmen. Dazu ist ein Ziellayer einzugeben. Mit Hilfe dieser Funktion können 2D- und 3D-Fräsdaten in den Layern kombiniert und mit Datei . direct mill in einem Projekt ausgegeben werden. Zur Speicherung in einen Layer wählen Sie mit der Layer – Auswahl den Ziellayer.
Befinden sich bereits Daten im ausgewählten Ziellayer, dann können Fräsdaten in den Ziellayer hinzugeladen oder die vorhandenen Daten überschrieben werden.
Anzeige der berechneten Werkzeugwege.

| Grafik Parameter: |
Auswahl der Werkzeuge, Darstellung der Spiegel- oder Grundebene und Zeichen – Reihenfolge.

| zeichnen: |
Werkzeuge, die mit jedem Grafikaufbau gezeichnet werden sollen, ein- oder ausschalten. |
| Fräsergrafik Level: |
| JA: |
Fräserspur auf Spiegelhöhe. |
| Nein: |
Fräserspur auf Grund. |
|
| Reihenfolge: |
Zeichenfolge der Werkzeugwege für die FrGrafik.
| JA: |
Die Werkzeuge werden in steigender Folge gezeichnet. |
| Nein: |
Die Werkzeuge werden in fallender Folge gezeichnet. |
|
|
| Fräserspur: |
Das Bild wird mit der breiten Fräserspur der Werkzeuge gezeichnet. |
| mark 3D Ausspitz: |
Alle 3D-Bewegungen, die nicht auf Grund verlaufen werden hervorgehoben. |
| mark 3D Level: |
Alle Bewegungen werden abhängig von ihrem Z-Wert markiert. Dazu sind die beiden Grenzlevel zu bestimmen. |
| zeige Pos3D: |
Einen Vektor im Werkzeugweg anklicken, markieren und die Koordinate anzeigen. |
| Norm/Zoom Projektion: |
Die Werkzeugwege werden perspektivisch gezeigt. Bei Einstellung in Draufsicht (alle Winkel = 0) werden die Wege in Grau-(Farb-)stufen gezeigt. PosA: Farbe für ausgetauchte Bewegungen. Bei Eingabe ohne Farbe erfolgt die Perspektivanzeige mit Höhen-Levelmarkierung. Zur Beschreibung vgl. Menü Datei. |
|
 Englisch
Englisch Spanisch
Spanisch
