 Englisch
Englisch Spanisch
Spanisch
Wirbelfräsen – Trochoidalfräsen
Neue CAM Funktion in ConstruCAM-3D !
Was ist Wirbelfräsen ( Trochoidalfräsen ) und welche Vorteile bietet es mir ?
Hohes Spanvolumen beim Wirbelfräsen
Wie funktioniert also das Wirbelfräsen ? Beim herkömmlichen Nutenfräsen im Vollschnitt beträgt der Umschlingungswinkel 180 Grad. Beim Wirbelfräsen kann der Winkel abhängig vom Spiralvorschub auf unter 90 Grad begrenzt werden. Ermöglicht wird das mit einem Fräser, der einen kleineren Durchmesser hat und mit erhöhter Drehzahl wirbelnd angetrieben wird.
Geringere Maschinenbelastung
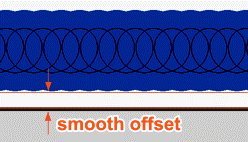
Die horizontale Zustellung erfolgt in Schleifen entlang einer Mittelpunktsbahn. Der Spanquerschnitt an der Schneide ist beim Taumelfräsen relativ gleich und unabhängig von horizontalen Fräsrichtungsänderungen. Daraus ergibt sich eine geringere Belastung von Maschine und Werkzeug, die es erlaubt, höhere Schnittwerte zu erreichen.
Andere Begriffe für Wirbelfräsen sind Taumelfräsen, Wave Milling, Zirkular Nutenfräsen, Trochoidalfräsen.
Geringere Wärmeentwicklung
Wesentlich höhere Schnitttiefen beim Trochoidalfräsen möglich
Beim konventionellen Fräsen ist eine max. Frästiefe von 1..1,5*FrD (Werkzeug Spitzendurchmesser) üblich. Anders beim Wirbelfräsen. Durch das Umgehen des Vollschnitts sind selbst ohne speziell entwickelte Fräser Schnitttiefen von >2 x D erreichbar.
Kürzere Bearbeitungszeiten
Beim Wirbelfräsen kann mit großer Schnitttiefe und hoher Schnittgeschwindigkeit bearbeitet und die Schruppbearbeitung beschleunigt werden. Für den Anwender bedeutet dies kürzere Bearbeitungszeiten, eine bessere Werkzeugausnutzung und einen spürbar geringeren Werkzeugverschleiß beim Taumelfräsen. Weil mit nur einem Werkzeug unterschiedliche Nutbreiten oder Taschengrößen erzeugt werden können, muss das Werkzeug seltener gewechselt werden.
Standzeit der Werkzeuge verlängert sich um bis zu 10 fach !
Wissenschaftliche Analysen haben zudem ergeben, das sich die Standzeiten mehr als nur positiv auf die teuren Fräswerkzeuge auswirken. Das ist auch eindeutig und recht simpel erklärbar. Wenn man beim herkömmlichen Fräsen nur 10mm in der Tiefe zustellen konnte und der Fräser also in diesem unteren 10mm Bereich extrem belastet wurde und dort natürlich auch verschliss, wird nun der gesamte Verschleissprozess auf teilweise die gesamte Schnitttiefe des Fräsers verlagert.
Geringere Schneidenbelastung am Werkzeug
Das hat zur Folge das durch die Schneidenbelastung, welche sich nun beim Trochoidalfräsen auf eine viel größere Schneidenlänge ausweitet, wesentlich geringer ausfällt. Zudem entstehen auf diese Art und Weise auch keine unschönen Ausbrüche mehr am Fräser an der meist genutzten „Tiefenkante“ der Schneiden, die unschöne Längsriefen im Ergebnis der gefrästen Fläche zur Folge haben.
Alle genannten Vorteile machen sich gerade bei kleineren CNC Maschinen wie der High-Z CNC Fräse und auch vielen anderen Modellen von Mitbewerbern extrem bemerkbar und in der heutigen Zeit beinahe ein zwingendes „MUSS“ für jeden CNC Fräsmaschinen Besitzer, der effizienter, Maschinen- und Werkzeugschonender arbeiten möchte.
Konventionelle Maschinenbewegung

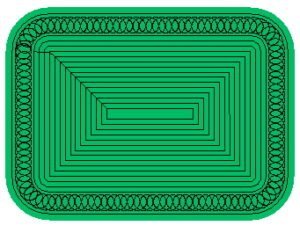
Maschinenbewegung beim Wirbelfräsen

Weitere bildliche Darstellungen / Screenshots zum Thema Trochoidalfräsen




















Wirbelfräsen hat Kosten- und Wirtschaftlichkeitsvorteile
• Die Schneide ist mit ihrer gesamten Länge im Eingriff. Das ermöglicht höhere Schnittwerte sowie ein höheres Spanvolumen bei der Zustellung;
• die Werkzeugstandzeiten erhöhen sich;
• weniger Schwingungen; die Maschine und das Werkstück werden geschont;
• die Bearbeitungszeit wird verkürzt
ConstruCAM-3D ab sofort auch mit Wirbelfräsen Funktionen ausgestattet
Im CAM Bereich von ConstruCAM-3D werden mit den ‚Wirbel Zyklen‘ komplexe Funktionen zum Fräsen mit dem Wirbelverfahren
angeboten.
Verfügbar sind :
- Wirbel Basisbewegung (‚Wirbel Strecke‘)
- Konturbearbeitung (‚Wirbel Ausbruch‘ )
- Kontur (‚Wirbel Umfräsung‘ )
- Kontur (‚Wirbel Tasche‘)
Wirbelfräsen macht nur Sinn für Vollschnitt (Nuten)
Beim Wirbelfräsen bewegt sich das Werkzeug mit Spiralen seitlich in das Material. Die Vorteile des Verfahrens sind oben beschrieben. Einziger kaum zu beachtender Nachteil ist der relativ große Leerweg von ca. 50% auf der rückseitigen Spiralbewegung. Zum Abräumen von Flächen (in Taschen) ist es sinnvoll nur die erste Nut mit Wirbelfräsen zu erzeugen. Eine bereits freigefräste Insel lässt sich wirtschaftlicher mit den bisherigen Abräummetoden (z.B. konturparallel) bearbeiten.
Hocheffiziente Taschenbearbeitung beim Taumelfräsen inklusive
Die Funktionen ‚Wirbel Ausbruch‘, ‚Wirbel Umfräsung‘ und ‚Wirbel Tasche‘ berücksichtigen dies und führen nur den ersten Vollschnitt im Wirbelverfahren aus. Die Kontur kann danach freigeräumt und geschlichtet werden. Zum Start der Wirbelfräsbewegung im Material kann dazu eine senkrechte Startspirale gewählt werden. Etwas aus dem Rahmen fällt die ‚Spiral Tasche‘.
Diese ist eine hocheffiziente Taschenbearbeitung mit Anfahrspirale, Abräumspirale und Schlichtweg. Wegen der speziellen Bewegung ist diese Funktion nur für
einfache, regelmäßige Geometrien geeignet.
Wirbel Fräszyklen – Vergrößerung des Spanvolumens mit Wirbelfräsen !
Mit diesen Fräszyklen kann das hochproduktive Wirbelfräsen auf allen Portalfräsmaschinen für 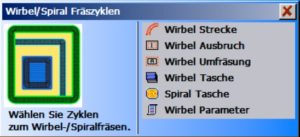
die wirtschaftliche Bearbeitung mit großen Zustellungstiefen und in schwer zu bearbeitendes Material eingesetzt werden.
Die Fräsweg – Berechnungen für das effektive Zerspanen erfolgen immer nur für eine Strecke oder eine
Kontur. Die Fräswege werden hier beim Trochoidalfräsen zusammen mit einer Eintauchspirale und den Werkzeugdaten in den
angegebenen Ziellayer gespeichert.
Mehrere Funktionen beim Trochoidalfräsen
Die Funktionen ‚Wirbel Ausbruch‘, ‚Wirbel Umfräsung‘, ‚Wirbel Tasche‘ und ‚Spiral Tasche‘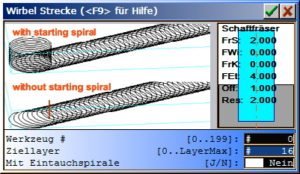
sind für einfache Konturen ohne Verschachtelungen oder Überlappungen ausgelegt.
Komplexe Konturen müssen manuell eingegeben oder konventionell bearbeitet werden.
Die Funktionen verwenden mehrere Einzelverfahren, die zu komplexen Fräszyklen zusammengefasst sind.
Alle Bewegungen werden beim Trochoidalfräsen mit dem gleichen Werkzeug ausgeführt.
Wirbel Fräszyklen im Einzelnen
Startspirale (Anfahrbewegung, Eintauchspirale)
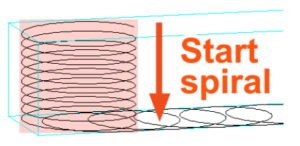
Zum leichteren Eintauchen in das Vollmaterial kann eine 3D – Startspirale gewählt werden.
Wirbelspirale (Wirbelfräsen)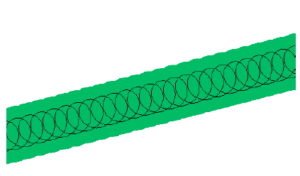
Für die erste Nut wird das Wirbelfräsverfahren verwendet
Abräumen
Wirbel Tasche mit bahnparallel Abräumen
Taschen werden mit konventionellen Verfahren freigeräumt (Ausnahme: ‚Spiral Tasche‘).
Abräumen
Spiral Tasche mit optimaler Abräumspirale
Schlichten der Kontur
Das Werkstück wird auf das Endmaß geschlichtet
Alle Fräswege werden mit einem Werkzeug gefahren in den angegebenen Ziellayer gespeichert
Werkzeug Ziellayer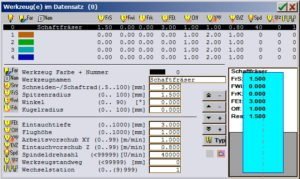
Die Werkzeugeingabe (vgl. ‚Allgemeine Anleitung . Die Werkzeugeingabe‘).
Eingabe der Werkzeuge und Technologiedaten für die Berechnungen. Die komplette Fräsbewegung wird mit diesemWerkzeug ausgeführt. Die Wirbel Fräszyklen werden mit Ausnahme der Startspirale in 2D mit einem zylindrischen Werkzeug ausgeführt.
Jedes Werkzeug benötigt eine Geometrie (Schneidenradius, Spitzenradius) und gültige Technologiedaten (Eintauchtiefe, Flughöhe, Arbeitsvorschub XY, Eintauchvorschub Z, Spindeldrehzahl und Wechselstation). Sind die Werkzeugdaten unvollständig oder fehlerhaft, dann können falsche Fräsdaten entstehen.
Layerauswahl
Fräsobjekte in einen Fräslayer (Ziellayer) speichern (vgl. ‚Allgemeine Anleitung . Die Werkzeugeingabe‘). Die berechneten Fräswege werden in den angegebenen Ziellayer gespeichert. Dabei sollte die Fräsreihenfolge beachtet werden. Die Fräsobjekte im Ziellayer können mit ‚CAM . CAM – Edit‘ nachträglich verändert werden.
Diese Technologie ist ideal für umfangreiche, komplexe Fräsarbeiten und Kombination aller Fräsverfahren. Die Fräsarbeit wird am Programmierplatz komplett vorbereitet. Mit Hilfe der Funktionen ‚CAM . Norm/Zoom Projektion‘ und ‚Volumen Ansicht‘ kann die gesamte Arbeit kontrolliert werden.


